 咨詢熱線:180 1700 5465
咨詢熱線:180 1700 5465

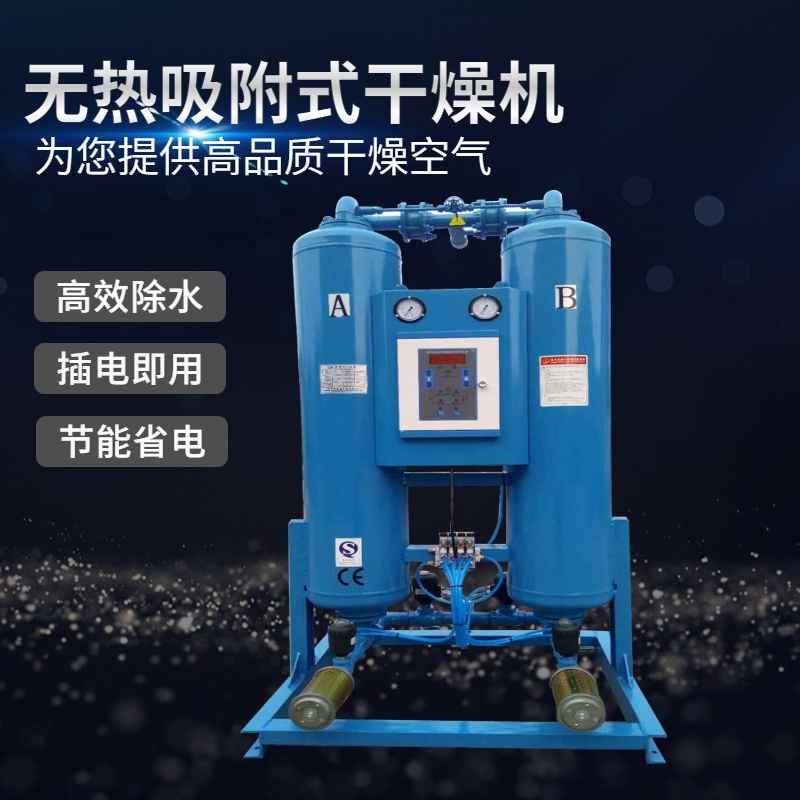
吸附式干燥機常見故障排查保障低露點穩定供應!
在工業氣動系統中,壓縮空氣的干燥度直接影響設備壽命、產品質量與生產安全,而吸附式干燥機作為實現低露點壓縮空氣的核心設備,其穩定運行至關重要。然而,受工況環境、操作維護、設備老化等因素影響,吸附式干燥機常出現露點超標、再生異常等故障,不僅降低壓縮空氣質量,還可能導致下游設備磨損、生產中斷。本文將系統梳理吸附式干燥機的常見故障、排查方法及解決策略,為工業生產中保障壓縮空氣低露點穩定供應提供技術支撐。
一、核心故障類型一:露點超標,壓縮空氣干燥不達標
露點是衡量壓縮空氣干燥度的核心指標,露點超標意味著干燥后的壓縮空氣中含水量過高,是吸附式干燥機最常見的故障之一,可能引發管道銹蝕、氣動元件失靈等連鎖問題。
(一)故障表現
通過露點儀檢測,干燥后壓縮空氣的露點值高于設備額定標準(如常壓露點-40℃的設備,實際檢測為-20℃);下游用氣點出現氣動閥卡滯、儀表數據漂移,或產品表面因水汽附著出現質量缺陷。

(二)排查流程與解決方法
1. 檢查進氣質量與工況參數:首先確認進氣壓縮空氣的壓力、溫度是否符合設備要求。若進氣壓力低于額定工作壓力(通常為0.6-1.0MPa),吸附劑接觸時間不足,會導致吸附不充分;進氣溫度過高(超過45℃)會降低吸附劑吸附容量,加劇露點超標。解決方法:調整空壓機輸出壓力至額定范圍,在干燥機進氣端加裝冷卻裝置(如后冷卻器),將進氣溫度控制在40℃以下。
?2. 排查吸附劑性能:吸附劑老化、受潮或中毒會直接降低吸附效率。打開干燥機吸附塔檢查,若吸附劑出現結塊、變色(如分子篩由白色變為黃褐色),或觸摸時有明顯潮濕感,說明吸附劑已失效。解決方法:更換合格的吸附劑,更換前需清理吸附塔內殘留雜質,新裝吸附劑需進行活化處理;同時檢查進氣過濾器,若過濾器堵塞或過濾精度不足,油霧、粉塵進入吸附塔會導致吸附劑中毒,需同步更換過濾器濾芯。
?3. 檢查吸附與再生切換邏輯:若吸附塔切換閥門(如電磁閥、氣動閥)卡滯或密封不嚴,會導致吸附與再生過程串氣,未干燥的壓縮空氣混入干燥氣路。排查時可觀察閥門動作狀態,或通過壓力表檢測兩塔壓力差,若切換時壓力波動異常,說明閥門存在故障。解決方法:拆解閥門清理雜質,更換磨損的密封件;若閥門電子控制模塊故障,需檢修或更換控制器。
二、核心故障類型二:再生系統異常,吸附劑無法有效再生
吸附式干燥機通過“吸附-再生”循環工作,再生系統負責將吸附劑吸附的水分排出,使其恢復吸附能力。再生系統異常會導致吸附劑持續飽和,進而引發露點超標等連鎖故障。
(一)故障表現
再生排氣口無氣體排出或排氣量過小;再生壓力異常(過高或過低);吸附劑短時間內即失去吸附能力,干燥效果快速下降。
(二)排查流程與解決方法
1. 無熱再生型干燥機故障排查:無熱再生依賴部分干燥空氣反吹吸附劑,若再生節流閥堵塞,會導致再生氣流不足。可拆解節流閥,用壓縮空氣吹掃內部雜質,或更換同規格節流閥;若再生排氣消音器堵塞,排氣阻力增大,需拆卸消音器清理或更換。
?2. 微熱/鼓風熱再生型干燥機故障排查:此類設備依賴加熱器、風機等部件實現再生。先檢查加熱器是否正常工作,用萬用表檢測加熱管電阻,若電阻為無窮大,說明加熱管燒毀,需更換;再檢查溫度控制器,若溫度設定過低或控制器失靈,需重新設定溫度或更換控制器。對于鼓風熱型,若風機故障導致無新風進入,需檢修風機電機或更換風機。
?3. 再生閥門故障排查:再生閥門未正常開啟會導致再生通道堵塞,需檢查閥門氣缸、電磁閥是否工作正常,若氣缸漏氣,需更換密封件或氣缸;同時確認再生時間設置是否合理,再生時間過短會導致吸附劑再生不徹底,可根據工況適當延長再生時間(通常再生時間為吸附時間的1/2-1/3)。
三、核心故障類型三:設備運行噪音大、振動劇烈
吸附式干燥機運行時若出現異常噪音或劇烈振動,不僅影響工作環境,還可能導致設備部件松動、損壞,縮短設備使用壽命。
(一)故障表現
設備運行時發出刺耳異響或低頻震動;機身與管道連接處出現松動,伴隨明顯的位移現象。
(二)排查流程與解決方法
1. 基礎安裝問題排查:檢查設備是否放置平穩,地腳螺栓是否松動,若螺栓松動,需用扭矩扳手按標準力矩擰緊;若地面不平整,需調整墊鐵使設備保持水平,減少運行時的振動傳導。
?2. 氣流沖擊故障排查:進氣管道直徑過小或進氣速度過快,會導致氣流在管道內產生沖擊噪音,可通過增大進氣管道直徑、加裝氣流緩沖裝置來解決;若吸附塔切換時氣流沖擊過大,需檢查切換閥門開啟速度,調整閥門控制參數,減緩氣流切換速率。
?3. 機械部件故障排查:風機、電機等轉動部件軸承磨損會產生噪音,需拆解部件檢查軸承,若出現磨損、異響,需更換軸承并加注潤滑脂;吸附塔內吸附劑裝填不均勻或出現空洞,氣流穿過時會產生共振噪音,需停機后重新平整吸附劑,填補空洞。
四、核心故障類型四:排氣帶油帶水,污染下游系統
干燥機排氣端出現油分、水分,會污染下游壓縮空氣管網,導致氣動元件磨損、產品污染等問題,尤其在食品、醫藥等對空氣質量要求嚴苛的行業,危害更為嚴重。
(一)故障表現
排氣口觀察到明顯水滴、油滴;下游過濾器濾芯快速堵塞,出現油污或水漬;用氣設備內部積油積水,運行效率下降。
(二)排查流程與解決方法
1. 前置處理系統故障排查:干燥機進氣前端的空壓機后處理設備(如油水分離器、精密過濾器)失效是主要原因。檢查油水分離器排污閥是否堵塞,若堵塞需清理排污通道;精密過濾器濾芯若超過使用壽命或破損,需及時更換,確保過濾精度達到0.1μm以下,有效去除進氣中的油霧和水分。
?2. 吸附劑油中毒排查:若進氣中油分含量過高,吸附劑會因油中毒失去吸附能力,同時油分可能隨干燥空氣排出。需檢測進氣油分含量,若超標,需在前端加裝高效除油器,或更換受污染的吸附劑。
?3. 排水系統故障排查:干燥機的自動排水器堵塞或失靈,會導致吸附塔內積水無法排出,最終隨壓縮空氣排出。可拆解排水器,清理內部浮球、閥芯雜質;若排水器電磁線圈故障,需更換線圈或整個排水器,確保排水器正常工作。
五、吸附式干燥機日常維護與故障預防
定期維護是減少故障發生、保障低露點穩定供應的關鍵,企業應建立完善的維護機制,從源頭降低故障風險。
(一)定期巡檢核心部件
每日檢查設備運行參數(壓力、溫度、露點),確保符合額定標準;每周檢查閥門動作狀態、排氣口是否正常排氣,清理過濾器、消音器表面雜質;每月拆解檢查排水器、節流閥,防止堵塞;每半年打開吸附塔檢查吸附劑狀態,必要時進行活化或更換。
(二)規范操作流程
操作人員需嚴格按照設備說明書操作,避免進氣壓力、溫度劇烈波動;切換吸附塔時,確保閥門動作順序正確,減少氣流沖擊;根據季節、工況變化,及時調整再生時間、加熱溫度等參數,適配不同環境下的干燥需求。
(三)優化前置處理系統
在干燥機前端配置完整的預處理設備,包括后冷卻器、油水分離器、精密過濾器,確保進氣質量達標;定期更換過濾器濾芯、檢查冷卻器換熱效果,從源頭減少油、水、雜質對干燥機的影響。
(四)建立故障檔案
記錄每次故障的發生時間、現象、排查過程、解決方法及維護人員,分析故障規律,針對高頻故障點制定專項預防措施,不斷優化維護策略,提高設備運行穩定性。
結語
吸附式干燥機的穩定運行直接關系到壓縮空氣的干燥質量,露點超標、再生異常等故障會嚴重影響工業生產的連續性與安全性。企業需精準掌握常見故障的排查方法,通過“故障定位-原因分析-針對性解決”的流程快速處理問題,同時建立常態化的維護機制,從操作規范、部件巡檢、前置處理等多方面入手,最大限度減少故障發生。只有確保干燥機始終處于更佳運行狀態,才能為工業氣動系統提供穩定的低露點壓縮空氣,保障生產高效開展。
 熱品推薦 / HOT PRODUCT
熱品推薦 / HOT PRODUCT



- 聯系方式
- 24小時服務熱線:18017005465
- 地址:上海市金山區
- 電話:021-59105655
- 傳真:021-59105602
- 郵箱:243326983@qq.com

掃一掃,關注我們
手機站微信咨詢
- 咨詢熱線:021-59105602
- 手機:180 1700 5465
- 固定電話:021-59105655
- 郵箱:243326983@qq.com
- 地址:上海市金山區金山工業園
- 版權歸上海索柯壓縮械機有限公司所有
- 備案號: 滬ICP備16009539號
-
在線溝通,請點我在線咨詢
-
咨詢熱線:
18017005465
客服qq:
243326983 -
